
હેવી ડ્યુટી CNC ડ્રિલિંગ મિલિંગ મશીન

CNC ડ્રિલિંગ અને મિલિંગ મશીન
હાઇ-સ્પીડ CNC ડ્રિલિંગ અને મિલિંગ મશીન
મશીન એપ્લિકેશન
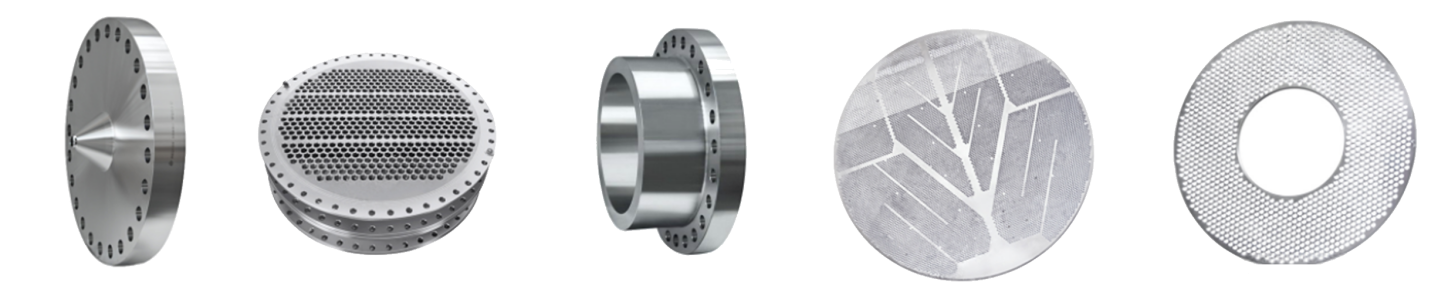
CNC ડ્રિલિંગ અને મિલિંગ મશીનોનો ઉપયોગ મુખ્યત્વે પ્લેટ્સ, ફ્લેંજ્સ, ડિસ્ક અને રિંગ્સ જેવી અસરકારક શ્રેણીમાં જાડાઈ સાથે વર્કપીસના કાર્યક્ષમ ડ્રિલિંગ માટે થાય છે.વિવિધ પ્રકારની સામગ્રી પર થ્રુ-હોલ્સ અને બ્લાઇન્ડ હોલ્સ ડ્રિલ કરી શકાય છે.મશીન સરળ કામગીરી સાથે ડિજિટલી નિયંત્રિત છે.તે ઓટોમેશન, ઉચ્ચ ચોકસાઇ, બહુવિધ જાતો, મોટા પાયે ઉત્પાદન પ્રાપ્ત કરી શકે છે.
વિવિધ વપરાશકર્તાઓની પ્રોસેસિંગ જરૂરિયાતોને પહોંચી વળવા માટે, અમારી કંપનીએ વિવિધ પ્રકારની મશીનો વિકસાવી છે.પરંપરાગત મોડલ્સ ઉપરાંત, તે ગ્રાહકોની વાસ્તવિક જરૂરિયાતો અનુસાર પણ કસ્ટમાઇઝ કરી શકાય છે.
મશીન સ્ટ્રક્ચર
આ સાધનો મુખ્યત્વે બેડ ટેબલ, મૂવિંગ ગેન્ટ્રી, મૂવિંગ સ્લાઇડિંગ સેડલ, ડ્રિલિંગ અને મિલિંગ સ્પિન્ડલ, ઓટોમેટિક લ્યુબ્રિકેશન ડિવાઇસ અને પ્રોટેક્ટિવ ડિવાઇસ, ફરતા કૂલિંગ ડિવાઇસ, સીએનસી કંટ્રોલ સિસ્ટમ, ઇલેક્ટ્રિકલ સિસ્ટમ વગેરેનું બનેલું છે.રોલિંગ લાઇન માર્ગદર્શિકા અને ચોકસાઇ લીડ સ્ક્રુ ડ્રાઇવનું સમર્થન અને માર્ગદર્શન, મશીનમાં ઉચ્ચ સ્થિતિની ચોકસાઈ અને પુનરાવર્તિત સ્થિતિની ચોકસાઈ છે.
1)વર્ક ટેબલ:
વર્કિંગ ટેબલ કાસ્ટિંગ સ્ટ્રક્ચર અપનાવે છે અને પ્લેનમાં વર્કપીસ ક્લેમ્પિંગ માટે વાજબી ફિનિશિંગ લેઆઉટ સાથે ટી-સ્લોટ છે.પલંગની ઉપર, ટી-સ્લોટ ગોઠવાયેલા છે.ડ્રાઇવ સિસ્ટમ એસી સર્વો મોટર અને પ્રિસિઝન બોલ સ્ક્રૂનો ઉપયોગ કરીને બંને બાજુએ વાહન ચલાવવા માટે વાય-અક્ષની દિશામાં ગૅન્ટ્રી ખસેડે છે.એડજસ્ટેબલ બોલ્ટ્સ બેડના તળિયે વિતરિત કરવામાં આવે છે, જે સરળતાથી બેડ ટેબલના સ્તરને સમાયોજિત કરી શકે છે.
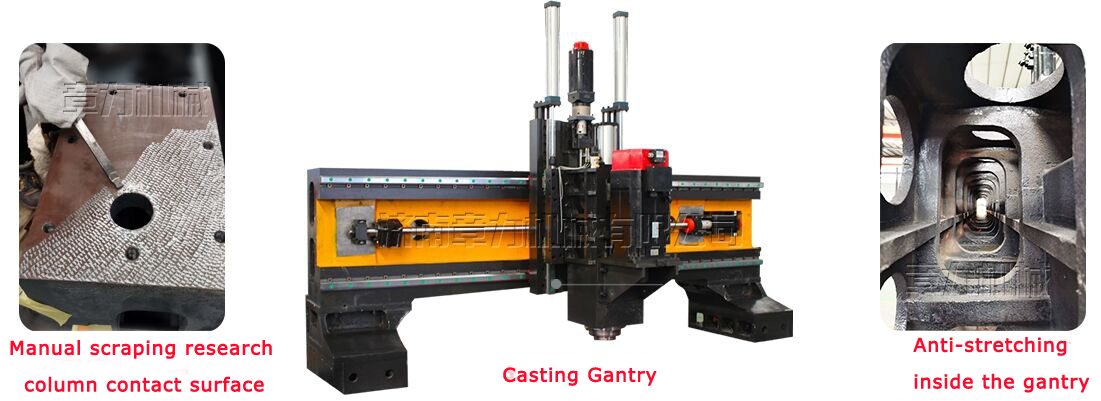
2)Movingગેન્ટ્રી:
મોબાઇલ ગેન્ટ્રીને ગ્રે આયર્ન 250 સાથે કાસ્ટ કરવામાં આવે છે, અને ગેન્ટ્રીની આગળની બાજુએ બે સુપર-હાઇ-કેપેસિટી રોલિંગ લીનિયર ગાઇડ જોડી સ્થાપિત કરવામાં આવી છે.ચોકસાઇવાળા બોલ સ્ક્રુ જોડી અને સર્વો મોટરનો સમૂહ પાવર હેડ સ્લાઇડને X-અક્ષ દિશામાં ખસેડે છે.પાવર હેડ સ્લાઇડ પર ડ્રિલિંગ પાવર હેડ ઇન્સ્ટોલ કરેલું છે.પીપડાં રાખવાની ઘોડીની હિલચાલ સર્વો મોટર દ્વારા પ્રિસિઝન કપ્લિંગ દ્વારા બોલ સ્ક્રૂ પર બોલ વાયર ચલાવીને અનુભવાય છે.

3)Movingસરકતી કાઠી:
મોબાઇલ સ્લાઇડિંગ સેડલ એક ચોકસાઇવાળા કાસ્ટ આયર્ન માળખાકીય ઘટક છે.ડ્રિલિંગ પાવર હેડને ચલાવવા માટે સર્વો મોટર સાથે બે અતિ-ઉચ્ચ-ક્ષમતાવાળી NC રેલ સ્લાઇડ્સ અને ચોકસાઇવાળા બોલ સ્ક્રુ જોડીનો સમૂહ અને ઉચ્ચ-ચોકસાઇવાળા પ્લેનેટરી રીડ્યુસર સાથે જોડાયેલા છે.ઝેડ-અક્ષની દિશામાં આગળ વધવાથી પાવર હેડને ઝડપી આગળ, કામ આગળ, ઝડપી રીવાઇન્ડ અને સ્ટોપનો ખ્યાલ આવી શકે છે.આપોઆપ ચિપ બ્રેકિંગ, ચિપ દૂર કરવા, થોભાવવાના કાર્યો સાથે.
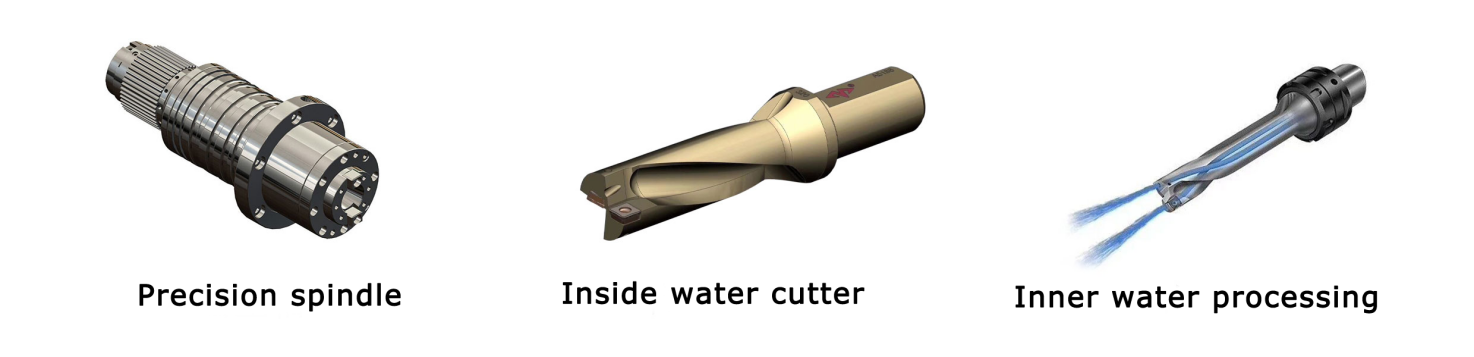
4)ડ્રિલિંગ પાવર હેડ(સ્પિન્ડલ):
ડ્રિલિંગ પાવર હેડ એક સમર્પિત સર્વો સ્પિન્ડલ મોટરનો ઉપયોગ કરે છે, જે ટોર્ક વધારવા માટે દાંતાવાળા સિંક્રનસ બેલ્ટને મંદ કરીને સમર્પિત ચોકસાઇ સ્પિન્ડલ ચલાવે છે.સ્પિન્ડલ સ્ટેપલેસ સ્પીડ ચેન્જ હાંસલ કરવા માટે આગળના ત્રણ, બે અને પાંચ-પંક્તિના જાપાનીઝ કોણીય સંપર્ક બેરિંગ્સનો ઉપયોગ કરે છે.ઝડપી અને સરળ રિપ્લેસમેન્ટ, ફીડ સર્વો મોટર અને બોલ સ્ક્રૂ દ્વારા ચલાવવામાં આવે છે.X અને Y અક્ષોને લિંક કરી શકાય છે, અને અર્ધ-બંધ લૂપ નિયંત્રણનો ઉપયોગ રેખીય અને પરિપત્ર પ્રક્ષેપણ કાર્યોને પ્રાપ્ત કરવા માટે થાય છે.
સ્પિન્ડલ એન્ડ એ BT40 ટેપર્ડ હોલ છે, જે ઇટાલીના રોટરફોસ હાઇ-સ્પીડ રોટરી જોઇન્ટથી સજ્જ છે, જે પાણીને ડિસ્ચાર્જ કરવા માટે હાઇ-સ્પીડ યુ ડ્રીલ (હિંસક કવાયત) અને કોર ડ્રિલ બીટનો ઉપયોગ કરી શકે છે. સ્પિન્ડલ સેન્ટર વોટર આઉટલેટ ફંક્શન કટીંગ કાર્યક્ષમતામાં સુધારો કરી શકે છે, ડીપ હોલ પ્રોસેસિંગનો અનુભવ કરો અને ઉપયોગની કિંમત ઘટાડવા માટે સાધનને સુરક્ષિત કરો.
5)ઓટોમેટિક લુબ્રિકેશન ડિવાઇસ અને પ્રોટેક્શન ડિવાઇસ:
જેમ કે માર્ગદર્શક રેલ, લીડ સ્ક્રૂ, રેક્સ, વગેરે, મશીન ટૂલની સર્વિસ લાઇફ સુનિશ્ચિત કરવા માટે મૃત ખૂણા વિના.મશીન ટૂલના એક્સ-અક્ષ અને વાય-અક્ષ ડસ્ટ-પ્રૂફ રક્ષણાત્મક કવરથી સજ્જ છે, અને વર્કબેન્ચની આસપાસ વોટરપ્રૂફ સ્પ્લેશ ગાર્ડ્સ ઇન્સ્ટોલ કરેલા છે.

6)CNC નિયંત્રણ સિસ્ટમ:
6.1 ચિપ બ્રેકિંગ ફંક્શન સાથે, ચિપ બ્રેકિંગ ટાઇમ અને ચિપ બ્રેકિંગ સાઇકલ મેન-મશીન ઇન્ટરફેસ પર સેટ કરી શકાય છે.
6.2ટૂલ લિફ્ટિંગ ફંક્શન સાથે, મેન-મશીન ઇન્ટરફેસ પર ટૂલ લિફ્ટિંગની ઊંચાઈ સેટ કરી શકાય છે.જ્યારે આ ઊંચાઈ સુધી ડ્રિલિંગ કરવામાં આવે છે, ત્યારે ડ્રિલ બીટ ઝડપથી વર્કપીસની ટોચ પર ઉભી કરવામાં આવે છે, અને પછી ચિપ ફેંકવામાં આવે છે, અને પછી ડ્રિલિંગ સપાટી પર ઝડપી-ફોરવર્ડ કરવામાં આવે છે અને આપમેળે કાર્યમાં રૂપાંતરિત થાય છે.
6.3 સેન્ટ્રલાઈઝ્ડ ઓપરેશન કંટ્રોલ બોક્સ અને હેન્ડ-હેલ્ડ યુનિટ ન્યુમેરિકલ કંટ્રોલ સિસ્ટમ અપનાવે છે અને યુએસબી ઈન્ટરફેસ અને એલસીડી લિક્વિડ ક્રિસ્ટલ ડિસ્પ્લેથી સજ્જ છે.પ્રોગ્રામિંગ, સ્ટોરેજ, ડિસ્પ્લે અને કમ્યુનિકેશનને સરળ બનાવવા માટે, ઓપરેશન ઇન્ટરફેસમાં મેન-મશીન સંવાદ, ભૂલ વળતર અને સ્વચાલિત એલાર્મ જેવા કાર્યો છે.
6.4 મશીનમાં પ્રક્રિયા કરતા પહેલા છિદ્રની સ્થિતિનું પૂર્વાવલોકન અને ફરીથી તપાસ કરવાનું કાર્ય છે, અને ઓપરેશન ખૂબ અનુકૂળ છે.

7)રેલ ક્લેમ્બ
ક્લેમ્પ ક્લેમ્પ બોડી અને એક્ટ્યુએટરથી બનેલો છે.તે એક ઉચ્ચ-પ્રદર્શન કાર્યાત્મક ઘટક છે જેનો ઉપયોગ રોલિંગ રેખીય માર્ગદર્શિકા જોડી સાથે થાય છે.તે ફાચર આકારના બ્લોક વિસ્તરણ સિદ્ધાંત દ્વારા મજબૂત ક્લેમ્પિંગ બળ પેદા કરે છે.લક્ષણો કે જે કઠોરતા વધારે છે.
વિશેષતા:
- ડ્રિલિંગ અને ટેપિંગ પ્રોસેસિંગ દરમિયાન સલામત અને વિશ્વસનીય, મજબૂત ક્લેમ્પિંગ ફોર્સ, ક્લેમ્પિંગ નૉન-મૂવિંગ XY એક્સિસ.
- અત્યંત ઉચ્ચ ક્લેમ્પિંગ બળ, અક્ષીય ફીડની કઠોરતામાં વધારો કરે છે અને કંપનને કારણે થતી સૂક્ષ્મ ચળવળને અટકાવે છે.
- ક્વિક રિસ્પોન્સ, ઓપનિંગ અને ક્લોઝિંગ રિસ્પોન્સ ટાઈમ માત્ર 0.06 સેકન્ડ છે, જે મશીન ટૂલનું રક્ષણ કરે છે અને સ્ક્રુના જીવનને સુધારે છે.
- ટકાઉ, નિકલ-પ્લેટેડ સપાટી, સારી એન્ટિ-રસ્ટ કામગીરી.
ક્લેમ્પિંગ કરતી વખતે સખત અસર ટાળવા માટે નવી ડિઝાઇન.
8)સ્વચાલિત ચિપ રીમુવર અને ફરતા કૂલિંગ ઉપકરણ:
વર્કબેન્ચના પાછળના ભાગમાં ઓટોમેટિક ચિપ રીમુવર ગોઠવવામાં આવે છે અને છેડે ફિલ્ટર ગોઠવવામાં આવે છે.સ્વચાલિત ચિપ રીમુવર એ ફ્લેટ ચેઈન પ્રકાર છે, અને એક બાજુએ કૂલિંગ પંપ સ્થાપિત થયેલ છે.ચિપનું આઉટલેટ સેન્ટ્રલ વોટર ફિલ્ટરેશન સિસ્ટમ સાથે જોડાયેલું છે.શીતક ચિપ ઇજેક્ટરમાં વહે છે.ચિપ ઇજેક્ટર લિફ્ટ પંપ શીતકને સેન્ટ્રલ વોટર ફિલ્ટરેશન સિસ્ટમમાં લઈ જાય છે.ઉચ્ચ દબાણયુક્ત ઠંડક પંપ કાપવા અને ઠંડક માટે ફિલ્ટર કરેલ શીતકને ફરે છે.અને તે ચિપ ટ્રાન્સપોર્ટિંગ ટ્રોલીથી સજ્જ છે, જે આયર્ન ચિપ્સનું પરિવહન કરવા માટે ખૂબ જ અનુકૂળ છે.આ સાધન કટર માટે આંતરિક અને બાહ્ય કૂલિંગ સિસ્ટમથી સજ્જ છે.જ્યારે ઊંચી ઝડપે ડ્રિલિંગ કરવામાં આવે છે, ત્યારે કટરને આંતરિક પાણીથી અને બહારથી લાઇટ મિલિંગ દરમિયાન ઠંડુ કરવામાં આવે છે.
ઓછા પાણીનું એલાર્મ
1) જ્યારે ફિલ્ટરમાં શીતક મધ્યમ પ્રવાહી સ્તર પર હોય છે, ત્યારે સિસ્ટમ આપમેળે મોટરને શરૂ કરવા માટે કનેક્ટ કરે છે, અને ચિપ રીમુવરમાં શીતક આપમેળે ફિલ્ટરમાં વહે છે.જ્યારે ઉચ્ચ પ્રવાહી સ્તર પહોંચી જાય છે, ત્યારે મોટર આપમેળે કામ કરવાનું બંધ કરે છે.
2) જ્યારે ફિલ્ટરમાં શીતક નીચા સ્તરે હોય, ત્યારે સિસ્ટમ આપમેળે લિક્વિડ લેવલ ગેજને એલાર્મ માટે પ્રોમ્પ્ટ કરશે, સ્પિન્ડલ આપમેળે ટૂલને પાછો ખેંચી લેશે, અને મશીન કામ સ્થગિત કરશે.
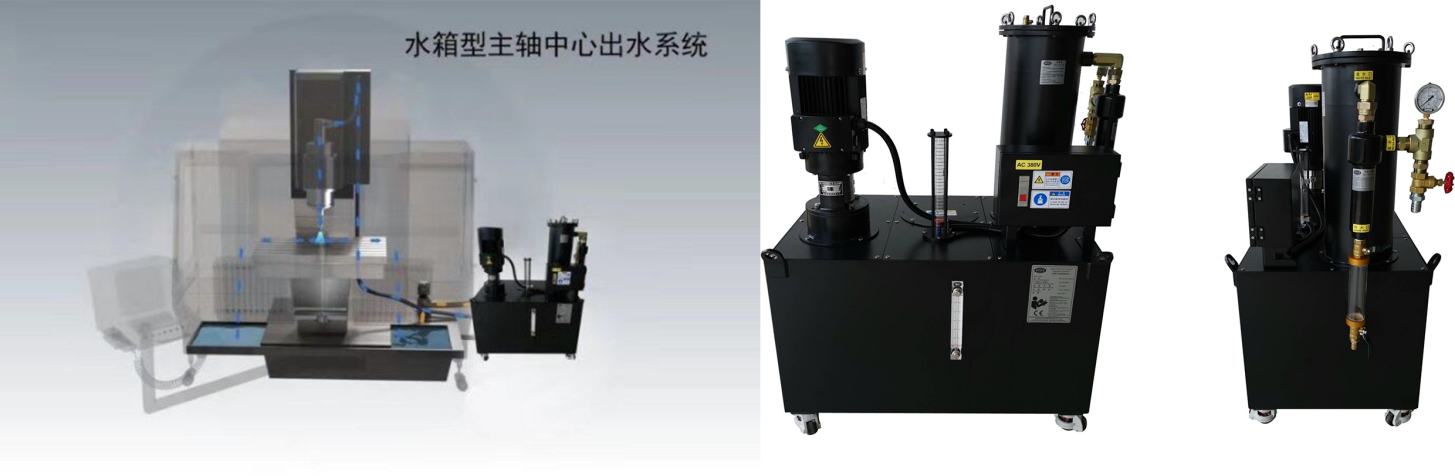
9)સેન્ટ્રલ આઉટલેટ ફિલ્ટરેશન સિસ્ટમ:
મશીન પ્રમાણભૂત તરીકે કેન્દ્રીય જળ શુદ્ધિકરણ સિસ્ટમથી સજ્જ છે, જે શીતકમાંની અશુદ્ધિઓને અસરકારક રીતે ફિલ્ટર કરી શકે છે.આંતરિક સ્પ્રે વોટર સિસ્ટમ પ્રોસેસિંગ દરમિયાન ટૂલ પર લોખંડની પિનને ગૂંચવતા અટકાવી શકે છે, ટૂલના વસ્ત્રો ઘટાડે છે, ટૂલ લાઇફ લંબાવી શકે છે, વર્કપીસની સપાટીની પૂર્ણાહુતિમાં સુધારો કરી શકે છે, બ્લેડની ટોચની ઉચ્ચ દબાણવાળી પાણીની આઉટલેટ પિન વર્કપીસની સપાટીને સારી રીતે સુરક્ષિત કરી શકે છે, હાઈ-સ્પીડ રોટરી જોઈન્ટને સુરક્ષિત કરો, અશુદ્ધિઓને રોટરી જોઈન્ટને અવરોધિત કરતા અટકાવો અને વર્કપીસની એકંદર ગુણવત્તા અને કાર્યક્ષમતામાં સુધારો કરો.
10)બોલ સ્ક્રુ અને મોટર એકીકૃત સીટ:
મોટર બેઝ એ બોલ સ્ક્રૂ અને મોટરને જોડતી ઉચ્ચ એકાગ્રતાનું ઉત્પાદન છે.કોણીય સંપર્ક જોડી બેરિંગ (ચોક્કસતા ગ્રેડ C5) ચોકસાઈને સુધારવા અને જ્યારે મોટર આગળ અને પાછળ હોય ત્યારે બોલ સ્ક્રૂની શૂન્ય અક્ષીય ક્લિયરન્સની ખાતરી કરવા માટે એકીકૃત કરવામાં આવે છે.તે ખાસ કરીને હાઇ-સ્પીડ સાધનો માટે યોગ્ય છે.
એસેમ્બલી ચોકસાઈ: બોલ સ્ક્રૂ અને મોટર મોટર બેઝ દ્વારા એકમાં સ્થાપિત થાય છે.મોટર શાફ્ટ અને બોલ સ્ક્રુ શાફ્ટની એકાગ્રતાની ભૂલને ઓછી કરો, તેને પ્લસ અથવા માઈનસ 0.01mm પર નિયંત્રિત કરો અને અંતિમ ચહેરાની લંબરૂપતા 0.01 છે.
11)ચાર-પંજાના સ્વ-કેન્દ્રિત ટેબલ(વૈકલ્પિક)
સ્વ-કેન્દ્રિત સાધનોનું વર્કટેબલ ચાર-જડબાના હાઇડ્રોલિક સ્વ-કેન્દ્રિત ચકથી સજ્જ છે.કેન્દ્ર શોધવા માટે દરેક વર્કપીસ પેટ્રોલિંગ કર્યા વિના વર્કપીસને એક ક્લેમ્પમાં આપમેળે કેન્દ્રિત કરી શકાય છે.ક્લેમ્પિંગ ઝડપી અને અનુકૂળ છે.
1600 મીમી કરતા ઓછા વ્યાસવાળા ઇન્ડેક્સીંગ સર્કલ સાથેના વર્ક પીસને ફીડ કર્યા પછી પ્લેટ દબાવીને ક્લેમ્પ કરવામાં આવે છે અને પછી સેન્ટર શોધવામાં આવે છે, જે ઓછો સમય લે છે અને પ્રોસેસિંગના સમય કરતાં ક્લેમ્પિંગનો વધુ સમય લે છે તે સમસ્યાનો ઉકેલ લાવો.
મોટા જડબાના સ્ટ્રોક સાથે સ્વતંત્ર રીતે વિકસિત સ્વ-કેન્દ્રિત ચાર-જડબાના ચકને ક્લેમ્પિંગ વખતે વર્કપીસને જડબાને સ્પર્શ કરવાનું મુશ્કેલ બનાવે છે.પેડ સાથેની સ્ટ્રીપ સ્ટ્રક્ચરનો ઉપયોગ કરવામાં આવે છે. તે એવી પરિસ્થિતિને ઉકેલે છે કે બજારમાં હાઇડ્રોલિક અથવા ન્યુમેટિક જડબાની મુસાફરી ઓછી હોય છે અને મોટા વર્કપીસ ઉપાડતી વખતે જડબાને અસર કરે છે, જેના કારણે ચકને નુકસાન થાય છે.
વર્કબેન્ચ પરના ચાર જડબા ડિસએસેમ્બલ કરી શકાય તેવી શૈલીમાં છે, અને પાછળના વર્કબેન્ચને દૂર કરવું એ તેના પોતાના ટી-ગ્રુવ સાથેનું સામાન્ય પ્લેટફોર્મ છે. તે રિંગ ઉપરાંત અન્ય વર્કપીસની એપ્લિકેશન શ્રેણીને વધારે છે.
વિશિષ્ટતાn
| મોડલ | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| કામનું કદ | લંબાઈ*પહોળાઈ (મીમી) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| વર્ટિકલ ડ્રિલિંગ હેડ | સ્પિન્ડલ ટેપર | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 |
| ડ્રિલિંગ વ્યાસ (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| ટેપીંગ વ્યાસ (મીમી) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| સ્પિન્ડલ ઝડપ (r/min) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| સ્પિન્ડલ પાવર (Kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| સ્પિન્ડલના નીચેના છેડાથી કામની સપાટી સુધીનું અંતર (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| પુનરાવર્તિત સ્થિતિની ચોકસાઈ(X/Y/Z) | X/Y/Z | ±0.01/1000mm | ±0.01/1000mm | ±0.01/1000mm | ±0.01/1000mm |
| કુલ વજન (T) | 8.5 | 11 | 13.5 | 16.5 | |
| મેગેઝિન ટૂલ | લાઇન ટૂલ મેગેઝિન | ||||
ગુણવત્તા નિરીક્ષણ
બોસમેનના દરેક મશીનને યુનાઇટેડ કિંગડમ RENISHAW કંપનીના લેસર ઇન્ટરફેરોમીટર વડે માપાંકિત કરવામાં આવે છે, જે મશીનની ગતિશીલ, સ્થિર સ્થિરતા અને પ્રક્રિયાની ચોકસાઈને સુનિશ્ચિત કરવા માટે પિચ ભૂલો, બેકલેશ, સ્થિતિની ચોકસાઈ અને પુનરાવર્તિત સ્થિતિની ચોકસાઈનું ચોક્કસ નિરીક્ષણ કરે છે અને વળતર આપે છે..બોલ બાર ટેસ્ટ દરેક મશીન સાચી વર્તુળ ચોકસાઈ અને મશીનની ભૌમિતિક ચોકસાઈને સુધારવા માટે બ્રિટિશ રેનિશા કંપનીના બોલ બાર ટેસ્ટરનો ઉપયોગ કરે છે અને મશીનની 3D મશીનિંગ ચોકસાઈ અને વર્તુળની ચોકસાઈને સુનિશ્ચિત કરવા માટે તે જ સમયે પરિપત્ર કાપવાના પ્રયોગો કરે છે.

સેવા પહેલાં અને પછી
1) સેવા પહેલાં
ગ્રાહકોની વિનંતી અને જરૂરી માહિતીનો અભ્યાસ કરીને પછી અમારા એન્જિનિયરોને પ્રતિસાદ આપીને, બોસમેન ટેકનિકલ ટીમ ગ્રાહકો સાથે ટેકનિકલ સંચાર અને ઉકેલોની રચના માટે જવાબદાર છે, ગ્રાહકને યોગ્ય મશીનિંગ સોલ્યુશન અને યોગ્ય મશીનો પસંદ કરવામાં મદદ કરે છે.
2) સેવા પછી
A. એક વર્ષની વોરંટી સાથેનું મશીન અને આજીવન જાળવણી માટે ચૂકવણી.
B. મશીન ગંતવ્ય બંદર પર આવ્યા પછી એક વર્ષની વોરંટી અવધિ દરમિયાન, BOSSMAN મશીનમાં માનવ-સર્જિત વિવિધ ખામીઓ માટે મફત અને સમયસર જાળવણી સેવાઓ પ્રદાન કરશે અને તમામ પ્રકારના બિન-માનવસર્જિત નુકસાનના ભાગોને સમયસર બદલશે. ચાર્જવોરંટી અવધિમાં થતી નિષ્ફળતાઓને યોગ્ય શુલ્ક પર રીપેર કરવામાં આવશે.
C. ઓનલાઈન 24 કલાકમાં ટેકનિકલ સપોર્ટ, TM, Skype, E-mail, સંબંધિત પ્રશ્નોનો સમયસર ઉકેલ.જો ઉકેલ ન લાવી શકાય, તો BOSSMAN તરત જ વેચાણ પછીના એન્જિનિયરને સમારકામ માટે સ્થળ પર આવવાની વ્યવસ્થા કરશે, ખરીદનારને વિઝા, ફ્લાઈટ્સ ટિકિટ અને રહેઠાણ માટે ચૂકવણીની જરૂર પડશે.
કંપની સાઇટ






