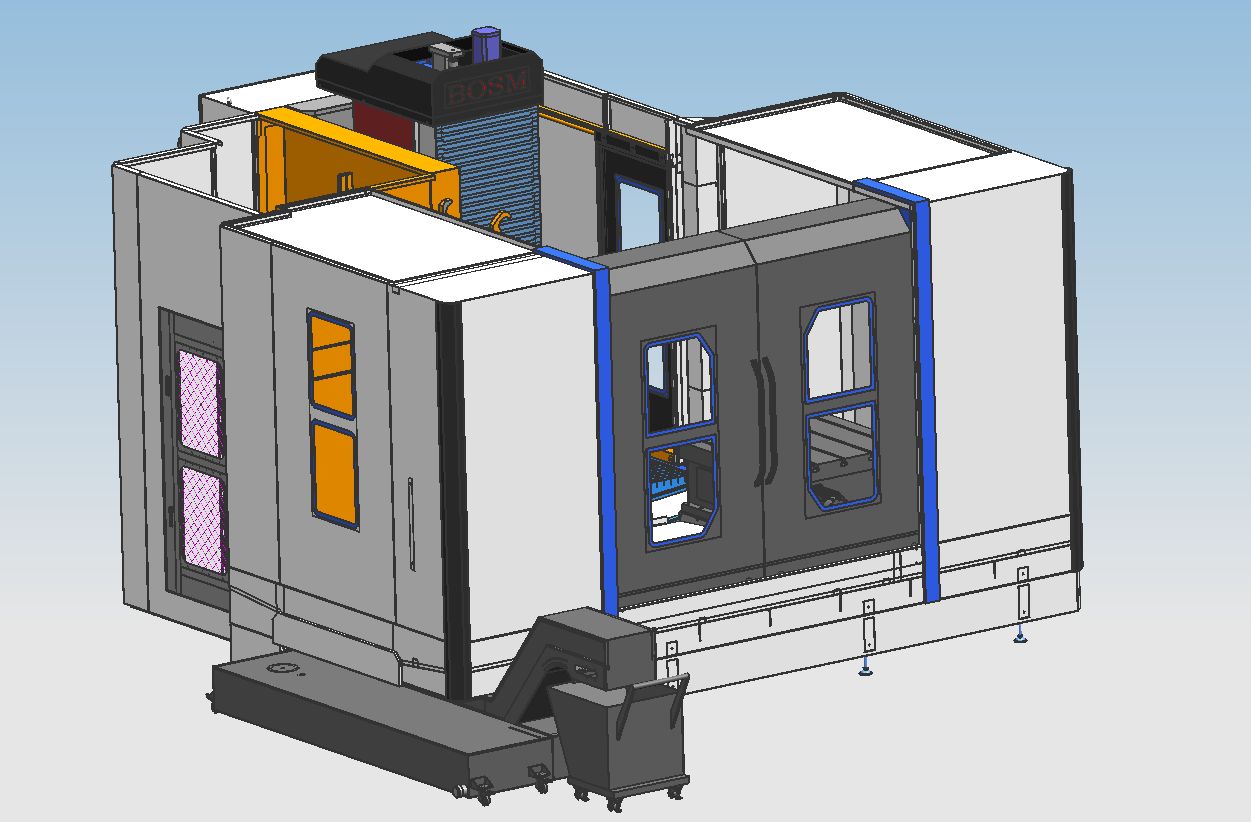
BOSM -4Z2000 હાઇ સ્પીડ CNC ડ્રિલિંગ અને મિલિંગ મશીન
1. સાધનોનો ઉપયોગ:
BOSM-1000 હોરિઝોન્ટલ CNC ડ્રિલિંગ અને મિલિંગ મશીનનો ઉપયોગ મુખ્યત્વે વાલ્વ, વાલ્વ બ્લોક્સ, રિડ્યુસર, ફ્લેંજ્સ, ડિસ્ક, રિંગ્સ, સ્લીવિંગ સપોર્ટ અને અન્ય વર્કપીસની જાડાઈની અસરકારક શ્રેણીમાં બહુ-પાસાદાર કાર્યક્ષમ ડ્રિલિંગ, મિલિંગ, ટેપિંગ અને બોરિંગ પ્રોસેસિંગ માટે થાય છે. . ડ્રિલિંગ, મિલિંગ, ટેપિંગ અને બોરિંગ સિંગલ મટિરિયલ પાર્ટ્સ અને કમ્પોઝિટ મટિરિયલ્સ પર કરી શકાય છે. મશીનની મશીનિંગ પ્રક્રિયા ડિજિટલ રીતે નિયંત્રિત છે, અને ઓપરેશન ખૂબ અનુકૂળ છે. તે ઓટોમેશન, ઉચ્ચ ચોકસાઇ, મલ્ટી-વેરાયટી અને મોટા પાયે ઉત્પાદનનો અનુભવ કરી શકે છે.
2. સાધનોનું માળખું:
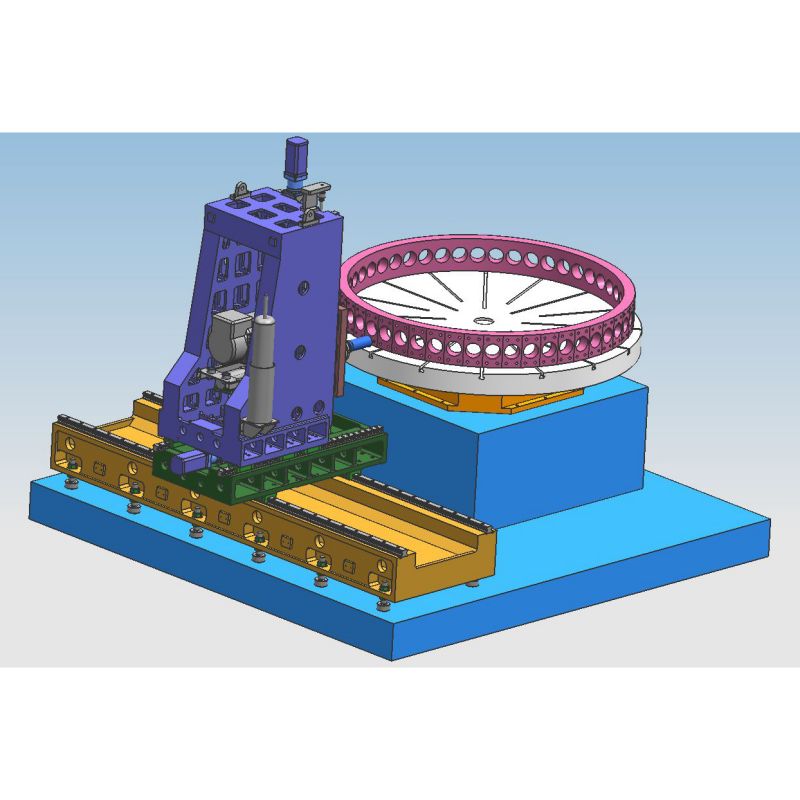
આ સાધન મુખ્યત્વે બેડ, સીએનસી ઈન્ડેક્સીંગ રોટરી ટેબલ, મૂવેબલ કોલમ, મૂવેબલ સેડલ, ડ્રિલિંગ અને મિલિંગ પાવર હેડ, ઓટોમેટિક લ્યુબ્રિકેશન ડિવાઈસ અને પ્રોટેક્શન ડિવાઈસ, ફરતા કૂલિંગ ડિવાઈસ, ડિજિટલ કંટ્રોલ સિસ્ટમ, હાઈડ્રોલિક સિસ્ટમ, ઈલેક્ટ્રિકલ સિસ્ટમ વગેરેથી બનેલું છે. રોલિંગ રેખીય માર્ગદર્શિકા રેલ સપોર્ટેડ અને માર્ગદર્શિત છે, અને ચોકસાઇ સ્ક્રુ ચલાવવામાં આવે છે. મશીનમાં ઉચ્ચ સ્થિતિની ચોકસાઈ અને પુનરાવર્તિત સ્થિતિની ચોકસાઈ છે.
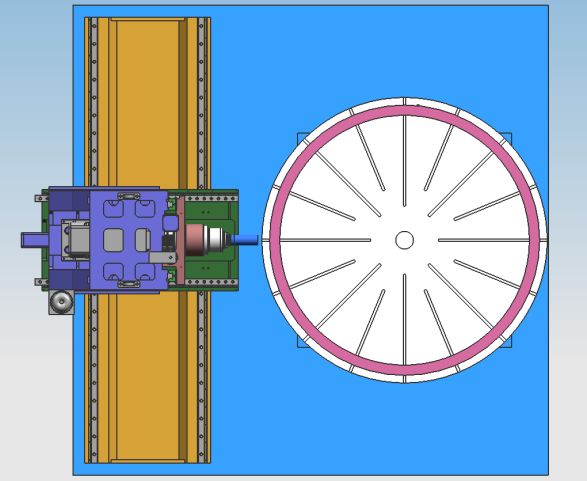
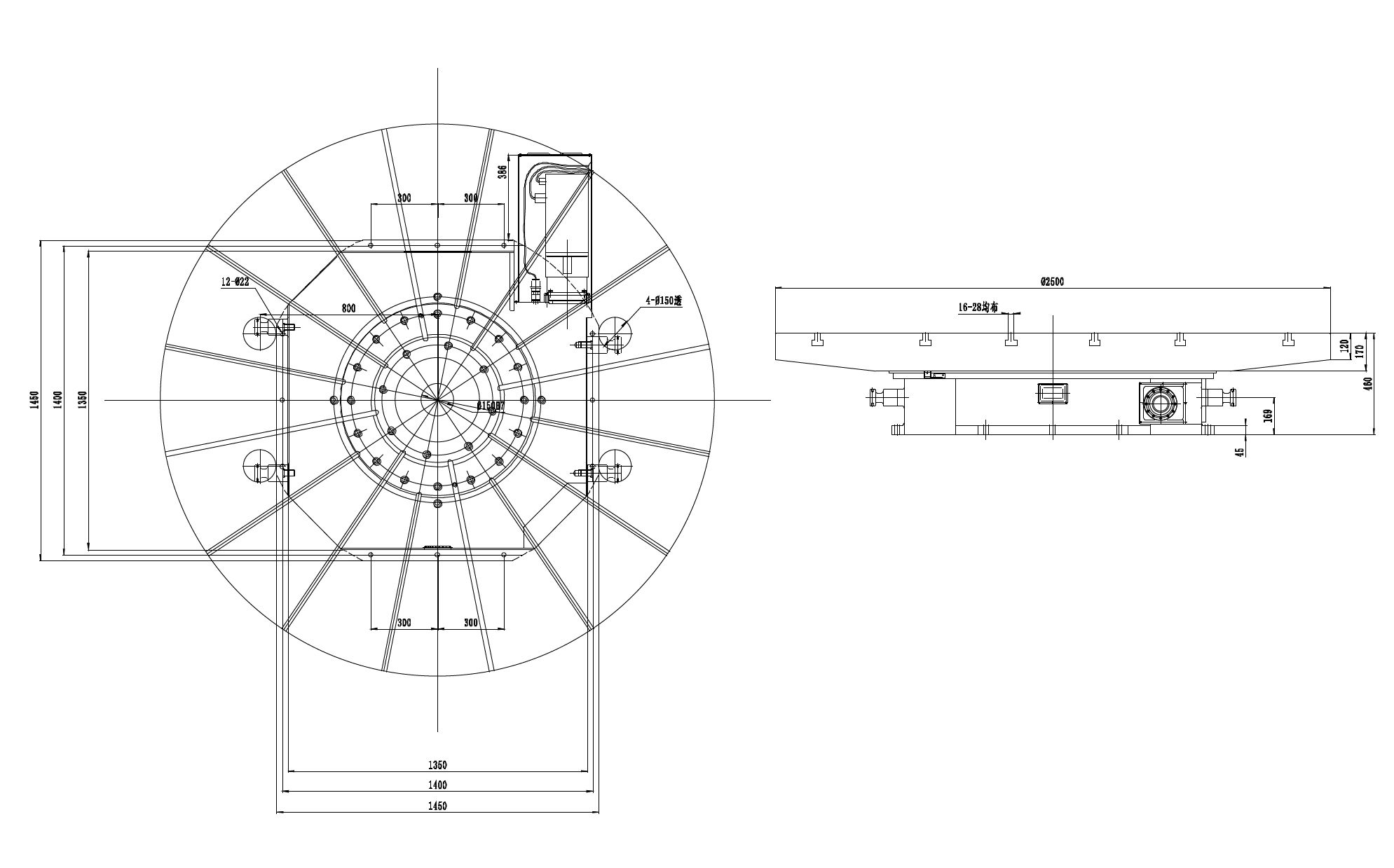
2.1. બેડ વર્કટેબલ: બેડ HT250 કાસ્ટ આયર્ન માળખાકીય ભાગોથી બનેલો છે. આંતરિક તણાવ દૂર કરવા માટે ગૌણ ટેમ્પરિંગ પછી તે સમાપ્ત થાય છે. તેમાં સારી ગતિશીલ અને સ્થિર કઠોરતા છે અને કોઈ વિરૂપતા નથી. પ્રિસિઝન ન્યુમેરિકલ કંટ્રોલ ઈન્ડેક્સીંગ પ્લેટ, સર્વો ડ્રાઈવ 360° આર્બિટરી ઈન્ડેક્સીંગ પોઝીશનીંગ અને એર/હાઈડ્રોલિક લોકીંગ, ડ્રાઈવ સિસ્ટમ એસી સર્વો મોટરનો ઉપયોગ ફરતી શાફ્ટ પાર્ટ 360°ને આપમેળે ઈન્ડેક્સ કરવા માટે કરે છે અને ઈન્ડેક્સીંગ ચોકસાઈ ડિગ્રીના એક હજારમા ભાગની છે. ઇન્ડેક્સીંગ પ્લેટ બેડની ટોચ પર મૂકવામાં આવે છે, અને એડજસ્ટેબલ બોલ્ટ્સ બેડના તળિયે વિતરિત કરવામાં આવે છે, જે સરળતાથી બેડ વર્કટેબલના સ્તરને સમાયોજિત કરી શકે છે.
2.2. જંગમ સ્તંભ: આંતરિક તણાવને દૂર કરવા માટે ગૌણ ટેમ્પરિંગ ટ્રીટમેન્ટ પછી જંગમ કાસ્ટ આયર્ન સ્ટ્રક્ચર કૉલમ સમાપ્ત થાય છે. તેમાં સારી ગતિશીલ અને સ્થિર કઠોરતા છે અને કોઈ વિરૂપતા નથી. ચોકસાઇ બોલ સ્ક્રુ જોડી અને સર્વો મોટરનો સમૂહ કૉલમ સ્લાઇડને Y-અક્ષ દિશામાં ખસેડે છે. ચોકસાઇવાળા બોલ સ્ક્રુ જોડી અને સર્વો મોટરનો સમૂહ કૉલમ સ્લાઇડને X-અક્ષ દિશામાં ખસેડે છે. યુનિટ સ્લાઇડ પર ડ્રિલિંગ યુનિટ ઇન્સ્ટોલ કરો. કપ્લિંગ દ્વારા સર્વો મોટર દ્વારા ચલાવવામાં આવતા બોલ સ્ક્રૂ પર બોલ નટના પરિભ્રમણ દ્વારા કૉલમની હિલચાલનો અનુભવ થાય છે.
2.3. મોબાઈલ સેડલ: મોબાઈલ સેડલ બે અલ્ટ્રા-હાઈ બેરિંગ કેપેસિટી રોલિંગ લીનિયર ગાઈડ રેલ પેર, પ્રિસિઝન બોલ સ્ક્રુ પેરનો સમૂહ અને સર્વો મોટરથી સજ્જ છે, જે ડ્રિલિંગ પાવર હેડને Z-અક્ષની દિશામાં લઈ જાય છે, જે પાવર હેડ ફાસ્ટ ફોરવર્ડ, વર્ક ફોરવર્ડ, ફાસ્ટ રિવર્સ, સ્ટોપ અને અન્ય ક્રિયાઓનો અહેસાસ કરો. તેમાં ઓટોમેટિક ચિપ બ્રેકિંગ, ચિપ રિમૂવલ અને પોઝના કાર્યો છે.
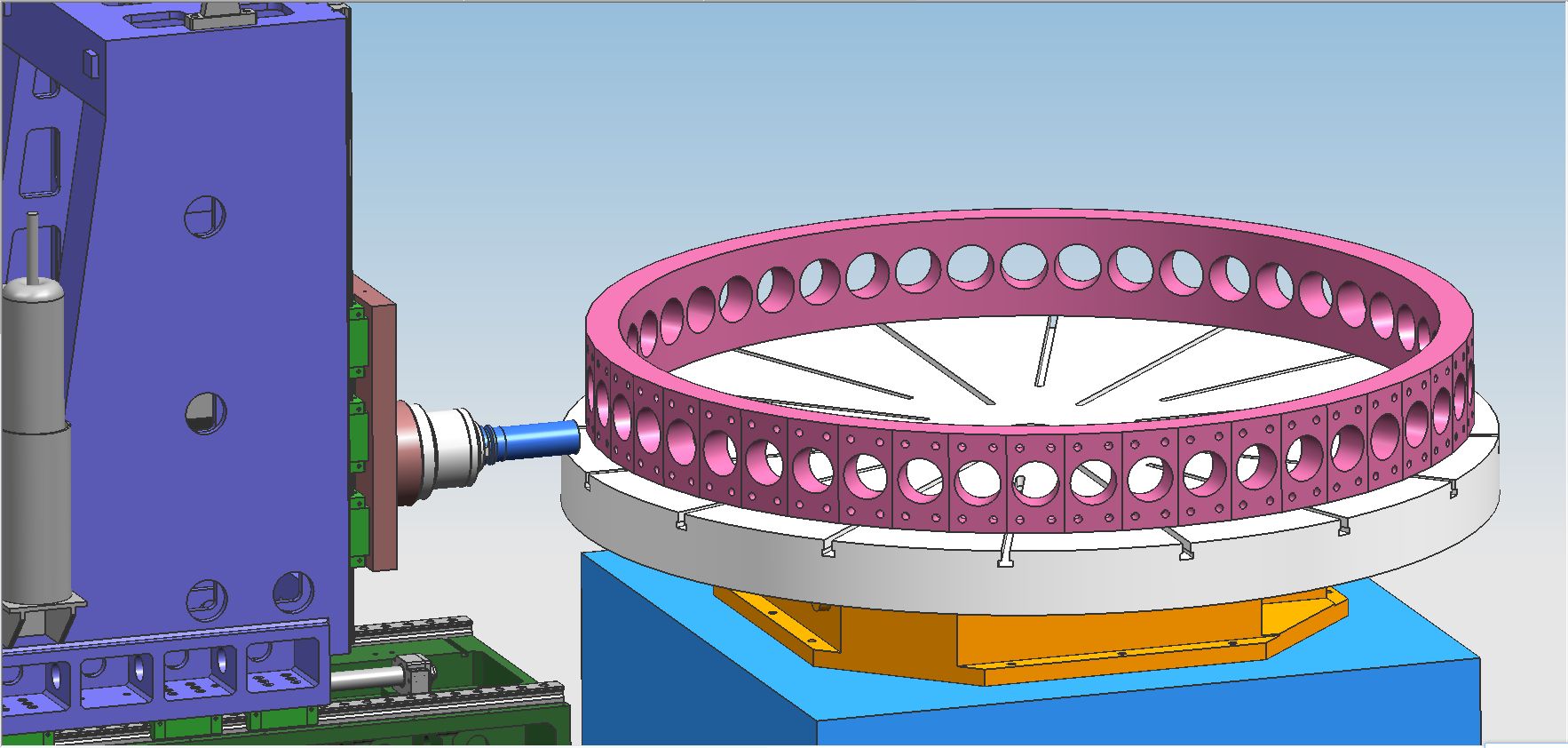
2.4. ડ્રિલિંગ પાવર હેડ: ડ્રિલિંગ પાવર હેડ તાઇવાન મિકેનિકલ સ્પિન્ડલને અપનાવે છે, અને ખાસ ચોકસાઇવાળા સ્પિન્ડલ કોણીય સંપર્ક બેરિંગને અપનાવે છે, જે ઉચ્ચ-તાકાત સિંક્રનસ બેલ્ટ ટ્રાન્સમિશન દ્વારા સ્ટેપલેસ સ્પીડ ફેરફારને અનુભવે છે. સર્વો મોટર્સ અને બોલ સ્ક્રૂ દ્વારા ચલાવવામાં આવે છે. Y-અક્ષને લિંક કરી શકાય છે, અર્ધ-બંધ-લૂપ નિયંત્રણ અપનાવે છે, અને રેખીય અને પરિપત્ર પ્રક્ષેપણ કાર્યોને અનુભવી શકે છે. સ્પિન્ડલ એન્ડ એ BT50 ટેપર હોલ છે.
2.5. સ્વચાલિત લ્યુબ્રિકેશન ઉપકરણ અને સુરક્ષા ઉપકરણ:
આ મશીન સ્વયંસંચાલિત લ્યુબ્રિકેશન ઉપકરણથી સજ્જ છે, જે માર્ગદર્શક રેલ્સ, લીડ સ્ક્રૂ અને રેક્સ જેવી મૂવિંગ જોડીને આપમેળે લુબ્રિકેટ કરી શકે છે. મશીન
Z-axis અને Y-axis ડસ્ટ-પ્રૂફ પ્રોટેક્ટિવ કવરથી સજ્જ છે અને વર્કટેબલની આસપાસ વોટરપ્રૂફ સ્પ્લેશ બેફલ્સ ઇન્સ્ટોલ કરેલા છે.
2.6. સંપૂર્ણ ડિજિટલ આંકડાકીય નિયંત્રણ સિસ્ટમ:
2.6.1. ચિપ બ્રેકિંગ ફંક્શન સાથે, ચિપ બ્રેકિંગ ટાઇમ અને ચિપ બ્રેકિંગ સાઇકલ મેન-મશીન ઇન્ટરફેસ પર સેટ કરી શકાય છે.
2.6.2. ટૂલ લિફ્ટિંગ ફંક્શનથી સજ્જ, મેન-મશીન ઇન્ટરફેસ પર ટૂલ લિફ્ટિંગની ઊંચાઈ સેટ કરી શકાય છે. જ્યારે ડ્રિલિંગ આ ઊંચાઈએ પહોંચે છે, ત્યારે ડ્રિલ બીટ ઝડપથી વર્કપીસની ટોચ પર ઉપાડવામાં આવે છે, પછી ચિપ્સ ફેંકી દેવામાં આવે છે, અને પછી ઝડપથી ડ્રિલિંગ સપાટી પર આગળ ધપાવે છે અને આપમેળે કાર્યમાં રૂપાંતરિત થાય છે.
2.6.3. સેન્ટ્રલાઈઝ્ડ ઓપરેશન કંટ્રોલ બોક્સ અને હેન્ડ-હેલ્ડ યુનિટ ન્યુમેરિકલ કંટ્રોલ સિસ્ટમ અપનાવે છે અને યુએસબી ઈન્ટરફેસ અને એલસીડી લિક્વિડ ક્રિસ્ટલ ડિસ્પ્લે સ્ક્રીનથી સજ્જ છે. પ્રોગ્રામિંગ, સ્ટોરેજ, ડિસ્પ્લે અને કમ્યુનિકેશનને સરળ બનાવવા માટે, ઓપરેશન ઇન્ટરફેસમાં મેન-મશીન સંવાદ, ભૂલ વળતર અને સ્વચાલિત એલાર્મ જેવા કાર્યો છે.
2.6.4. સાધનસામગ્રીમાં પ્રક્રિયા કરતા પહેલા છિદ્રની સ્થિતિનું પૂર્વાવલોકન અને ફરીથી નિરીક્ષણ કરવાનું કાર્ય છે, અને ઓપરેશન ખૂબ અનુકૂળ છે
* મોટા રિંગ્સને ફરકાવવા અને ખવડાવવાની સગવડતા સુનિશ્ચિત કરવા માટે, મશીનમાં કોઈ બાહ્ય રક્ષણ નથી અને બાહ્ય સુરક્ષા વૈકલ્પિક છે.
3. મશીનપર્યાવરણનો ઉપયોગ કરો:
પાવર સપ્લાય: થ્રી-ફેઝ AC380V±10%, 50Hz±1 આસપાસનું તાપમાન: 0°~ 45°
4.તકનીકી પરિમાણો
| મોડલ | BOSM-1000 | |
| મહત્તમ પ્રક્રિયા વર્કપીસનું કદ | વર્કપીસનો અનુમતિપાત્ર મહત્તમ પરિભ્રમણ વ્યાસ (એમએમ) | ≤Φ2000 |
|
વર્કટેબલ | વર્કટેબલ (mm) ચોરસના પરિમાણો | □1000 |
| વર્કટેબલ (એમએમ) રાઉન્ડના પરિમાણો | Φ1200 | |
| આડું મહત્તમ ભાર (કિલો) | 5000 | |
|
વર્ટિકલ રામ ડ્રિલિંગ યુનિટ | રકમ) | 1 |
| સ્પિન્ડલ ટેપર | BT50 | |
| ડ્રિલિંગ વ્યાસ (mm) | 2-120 | |
| મિલિંગ કટર ડિસ્ક વ્યાસ (એમએમ) | 200 | |
| ટેપીંગ વ્યાસ (મીમી) | M6-M36 | |
| સ્પિન્ડલ એન્ડ ફેસથી ટેબલ સેન્ટર સુધીનું અંતર (mm) | 1000-1600 | |
| સ્પિન્ડલ સેન્ટરથી ટેબલના ઉપરના પ્લેન સુધીનું અંતર (mm) | 100-1100 | |
| સ્પિન્ડલ ઝડપ (r/min) | 30-3000 છે | |
| સ્પિન્ડલ મોટર પાવર (kw) | 30 | |
| વર્કપીસ પરિભ્રમણ અક્ષ (એ અક્ષ) | મહત્તમ વિભાજન સંખ્યા (mm) | 360° |
| ન્યૂનતમ વિભાજન એકમ સેટ કરો | 0.001° | |
| એ-એક્સિસ સર્વો મોટર પાવર (kw) | 4.2 | |
| પાવર હેડ ડાબે અને જમણે ખસે છે (X અક્ષ) | મહત્તમ સ્ટ્રોક (મીમી) | 2000 |
| X-અક્ષ ગતિશીલ ગતિ (m/min) | 0~8 | |
| એક્સ-એક્સિસ સર્વો મોટર પાવર (kw) | 2.4 | |
| પાવર હેડ ઉપર અને નીચે ખસે છે (વાય અક્ષ) | મહત્તમ સ્ટ્રોક (મીમી) | 1000 |
| Y-અક્ષ ગતિશીલ ગતિ (m/min) | 0~8 | |
| વાય-અક્ષ સર્વો મોટર પાવર (kw) | 2.4 બ્રેક | |
| સ્તંભ રેખાંશ ચળવળ (Z અક્ષ) | મહત્તમ સ્ટ્રોક (મીમી) | 600 |
| Z-અક્ષ ગતિશીલ ગતિ (m/min) | 0~4 | |
| Z એક્સિસ સર્વો મોટર પાવર (kw) | 2.4 | |
| પોઝિશનિંગ ચોકસાઈ | 1000 મીમી | ±0.05 |
| પુનરાવર્તિતતા | 1000 મીમી | ±0.025 |
| CNC ઇન્ડેક્સીંગ ટેબલ ઇન્ડેક્સીંગ ચોકસાઈ (મીમી) |
| 15” |
| મશીનના પરિમાણો (સુરક્ષા સહિત) | લંબાઈ (X) × પહોળાઈ (Z) × ઊંચાઈ (Y) (mm) | 5300*6000*3400 |
| કુલ વજન (ટી) સુરક્ષા સહિત | (લગભગ) 20 | |