






વર્ટિકલ લેથ અને સામાન્ય લેથ વચ્ચેનો તફાવત એ છે કે તેની સ્પિન્ડલ ઊભી છે. કારણ કે વર્કટેબલ આડી સ્થિતિમાં છે, તે મોટા વ્યાસ અને ટૂંકી લંબાઈવાળા ભારે ભાગો પર પ્રક્રિયા કરવા માટે યોગ્ય છે.
વર્ટિકલ લેથ્સસામાન્ય રીતે સિંગલ-કૉલમ પ્રકાર અને ડબલ-કૉલમ પ્રકારમાં વિભાજિત કરી શકાય છે. નાના વર્ટિકલ ટર્નિંગ મશીનો સામાન્ય રીતે સિંગલ-કૉલમ પ્રકારના બનેલા હોય છે, અને મોટા વર્ટિકલ લેથ્સ ડબલ-કૉલમ પ્રકારના બનેલા હોય છે. વર્ટિકલ લેથ સ્ટ્રક્ચરની મુખ્ય વિશેષતા એ છે કે તેની સ્પિન્ડલ ઊભી સ્થિતિમાં છે. વર્ટિકલ લેથનું મુખ્ય લક્ષણ છે: વર્કટેબલ આડી પ્લેનમાં છે, અને વર્કપીસનું ઇન્સ્ટોલેશન અને ગોઠવણ વધુ અનુકૂળ છે. વર્કટેબલ સારી કઠોરતા અને સરળ કટીંગ સાથે ગાઈડ રેલ્સ દ્વારા સપોર્ટેડ છે. ત્યાં ઘણા ટૂલ ધારકો છે, અને ટૂલ ઝડપથી બદલી શકાય છે.
આVTL મશીન આંતરિક અને બાહ્ય સિલિન્ડરો, શંકુ આકારની સપાટીઓ, અંતિમ વિમાનો, ગ્રુવ્સ, ચેમ્ફર્સ વગેરે પર પ્રક્રિયા કરી શકે છે, અને તે વર્કપીસ ક્લેમ્પિંગ અને કરેક્શન કામગીરી માટે વધુ અનુકૂળ છે.
ડબલ-કૉલમ વર્ટિકલ લેથ એ મોટા પાયે યાંત્રિક સાધનોનો એક ભાગ છે જેનો ઉપયોગ મોટા રેડિયલ પરિમાણો સાથે મોટા અને ભારે વર્કપીસ પર પ્રક્રિયા કરવા માટે થાય છે પરંતુ પ્રમાણમાં નાના અક્ષીય પરિમાણો અને જટિલ આકાર હોય છે. જેમ કે નળાકાર સપાટી, અંતિમ સપાટી, શંકુ આકારની સપાટી, નળાકાર છિદ્ર, વિવિધ ડિસ્ક, પૈડાં અને વર્કપીસના સેટનું શંકુ આકારનું છિદ્ર. તેનો ઉપયોગ થ્રેડીંગ, ગોળાકાર ટર્નિંગ, પ્રોફાઇલિંગ, મિલિંગ અને વધારાના ઉપકરણોની મદદથી ગ્રાઇન્ડીંગ માટે કરી શકાય છે. આડી લેથની તુલનામાં, વર્કપીસને આડી લેથના ક્લેમ્પની અંદરની બાજુએ ક્લેમ્પ કરવામાં આવે છે. ની સ્પિન્ડલ ધરીCNC વર્ટિકલ લેથવર્ટિકલ લેઆઉટમાં છે, અને વર્કટેબલ આડી પ્લેનમાં છે, તેથી વર્કપીસને ક્લેમ્બ અને સંરેખિત કરવું વધુ અનુકૂળ છે. આ લેઆઉટ સ્પિન્ડલ અને બેરિંગનો ભાર ઘટાડે છે, તેથી CNC વર્ટિકલ લેથ લાંબા સમય સુધી કાર્યકારી ચોકસાઈ જાળવી શકે છે.

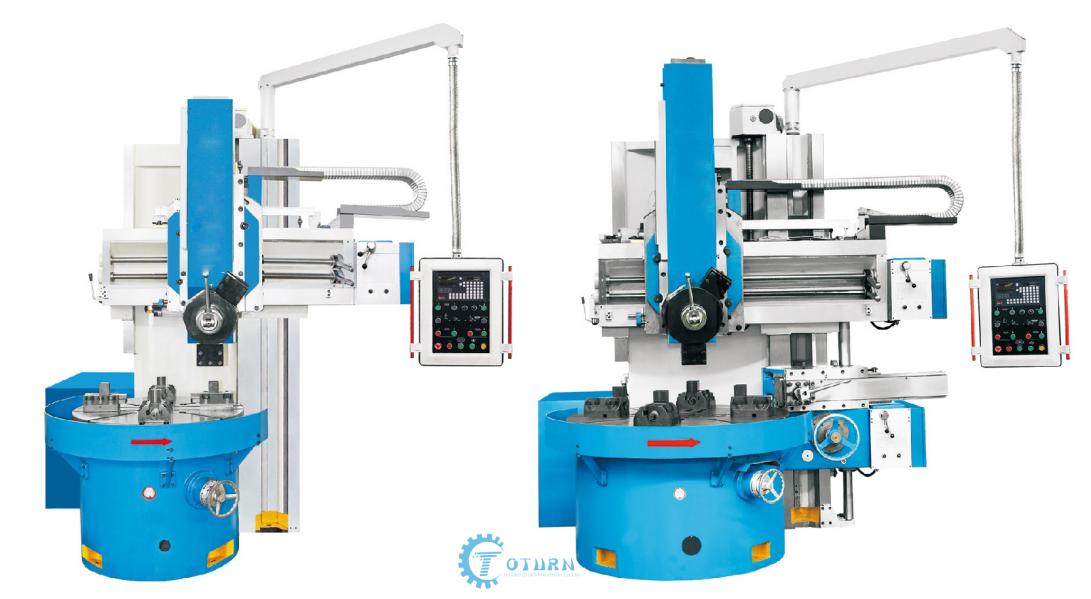
વર્ટિકલ ટર્નિંગ મશીનમુખ્ય ભાગો માળખું લક્ષણ:
વર્ટિકલ ટૂલ રેસ્ટ બંને ડબલ સ્પીડ મોટર ડ્રાઇવ દ્વારા ફીડ છે. ફીડ બોક્સ દ્વારા વર્ટિકલ ટૂલ રેસ્ટ, હોરીઝોન્ટલ મૂવમેન્ટ માટે સ્ક્રુ નટ ડ્રાઈવ ટૂલ પોસ્ટ, પોલિશ્ડ રોડ, બેવલ ગિયર, સ્ક્રુ નટ દ્વારા ખૂબ રેમની વર્ટિકલ મૂવમેન્ટ મેળવવા માટે, ફાસ્ટ પર ફીડ બોક્સમાં ટૂલ રેસ્ટ ફાસ્ટ મૂવિંગ મોટર ઇન્સ્ટોલ કરેલ છે. અમલીકરણ
ફીડિંગ બોક્સ ઈલેક્ટ્રોમેગ્નેટિક ક્લચને અપનાવે છે, તેથી, ઝડપથી ચાલતી હોય કે ફીડિંગ ચળવળ, તેમજ સાઇટ બટન કંટ્રોલ પર બટન દ્વારા દિશાની પસંદગીનો કોઈ વાંધો નથી. મોટર અને રિવર્સિંગ દ્વારા સકારાત્મક અથવા વિરુદ્ધ દિશામાં ટૂલ રેસ્ટ ફાસ્ટ મૂવિંગ અથવા ફીડ.
વર્ટિકલ ટૂલ રેસ્ટ બીમ સ્લાઇડ, રોટરી સ્લાઇડ અને ત્રણ ભાગોના રેમથી બનેલું છે. વર્ટિકલ ટૂલ રેસ્ટ રેમ ટી રેમ અપનાવો. વર્ટિકલ ટૂલ ટૂલ સેટના પેન્ટાગોન સાથે આરામ કરે છે, મેનિપ્યુલેશન પર ટૂલની ચાલ સાથે આરામ, રોટરી અને ક્લેમ્પિંગ કરી શકે છે. ટૂલ રેસ્ટ હોરીઝોન્ટલ મૂવમેન્ટ અને રેમની વર્ટીકલ મૂવમેન્ટ સેન્ટ્રલાઈઝ કંટ્રોલ હોઈ શકે છે, હેન્ડ વ્હીલ દ્વારા પણ ઓપરેટ કરી શકાય છે. વર્ટિકલ ટૂલ રેમ વેઇટ બેલેન્સિંગ દ્વારા હાઇડ્રોલિક બેલેન્સ સિલિન્ડર બેલેન્સને અપ અને ડાઉન કરવા માટે ફોર્સ નજીક છે.
પેન્ટાગોન સેટના બાકીના વર્ટિકલ ટૂલ પર, 90mm ઊંડા છિદ્ર અને બે ટાઈટન સ્ક્રુ હોલ કટર બારથી સજ્જ છે, જેનો ઉપયોગ ડ્રિલિંગ અને રીમિંગ ટૂલ્સના ઇન્સ્ટોલેશન માટે થાય છે, બાકીના ચાર છિદ્રો સામાન્ય ટૂલ હોલ્ડર સેન્ટરિંગ હોલ છે.
આસીએનસી વીટીએલ મશીનમોટો હિસ્સો ઉચ્ચ શક્તિ અને ઓછા તાણવાળા કાસ્ટ આયર્ન ભાગોને અપનાવે છે, ઠંડા અને ગરમ નિષ્ફળતાની સારવાર, બંને માળખાની ગણતરી કરવા માટે મર્યાદિત તત્વ પદ્ધતિ પર વહન કરે છે, મશીનમાં ઉચ્ચ કઠોરતા, સારી ચોકસાઈ સ્થિર લાક્ષણિકતાઓ છે.
લીવર બીમ દ્વારા હાઇડ્રોલિક ઓઇલ સિલિન્ડર દ્વારા બીમ, કોલમ, એલિવેટર બટનો પર નિશ્ચિતપણે ક્લેમ્પ્ડ, ઇલેક્ટ્રોમેગ્નેટિક વાલ્વ ઇનલેટ દિશા દ્વારા બીમ પર બટન દબાવો, બીમને આરામ કરો અને તેને ખસેડવા માટે એસી મોટર દ્વારા લિફ્ટિંગ કરો.
CNC વર્ટિકલ ટર્નિંગ લેથ એપ્લિકેશન ઉદ્યોગ
મુખ્યત્વે ઇલેક્ટ્રિક મોટર્સ, હાઇડ્રોલિક ટર્બાઇન, ઉડ્ડયન, ખાણકામ મશીનરીમાં વપરાય છે,
ટેક્સટાઇલ મશીનરી, ધાતુશાસ્ત્ર અને સામાન્ય મશીનરી ઉદ્યોગો.



ખાણકામ મશીનરી


પવન ઊર્જા ઉદ્યોગ


ટેક્સટાઇલ મશીનરી
વર્ટિકલ લેથ્સનો ઉપયોગ ઉચ્ચ-કાર્યક્ષમતા ચોકસાઇવાળા ટર્નિંગ અને કમ્પાઉન્ડ ટર્બાઇન બેરિંગ્સના વિન્ડ ટર્બાઇન બેરિંગ્સ અને વ્હીલ્સ, મોટર હાઉસિંગ, વાલ્વ, ફ્લેંજ્સ, પંપ વગેરે જેવા મોટા ડિસ્ક ભાગોની સંયુક્ત પ્રક્રિયા માટે થાય છે.


બેરિંગ



વાલ્વ
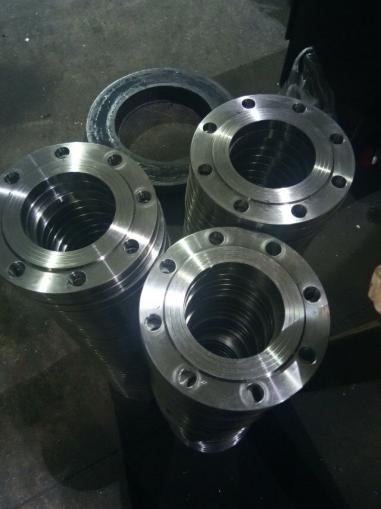


ફ્લેંજ
મોટા ભાગો પર પ્રક્રિયા કરવા માટે અમે નીચેના બે વર્ટિકલ લેથ્સની ભલામણ કરીએ છીએ.
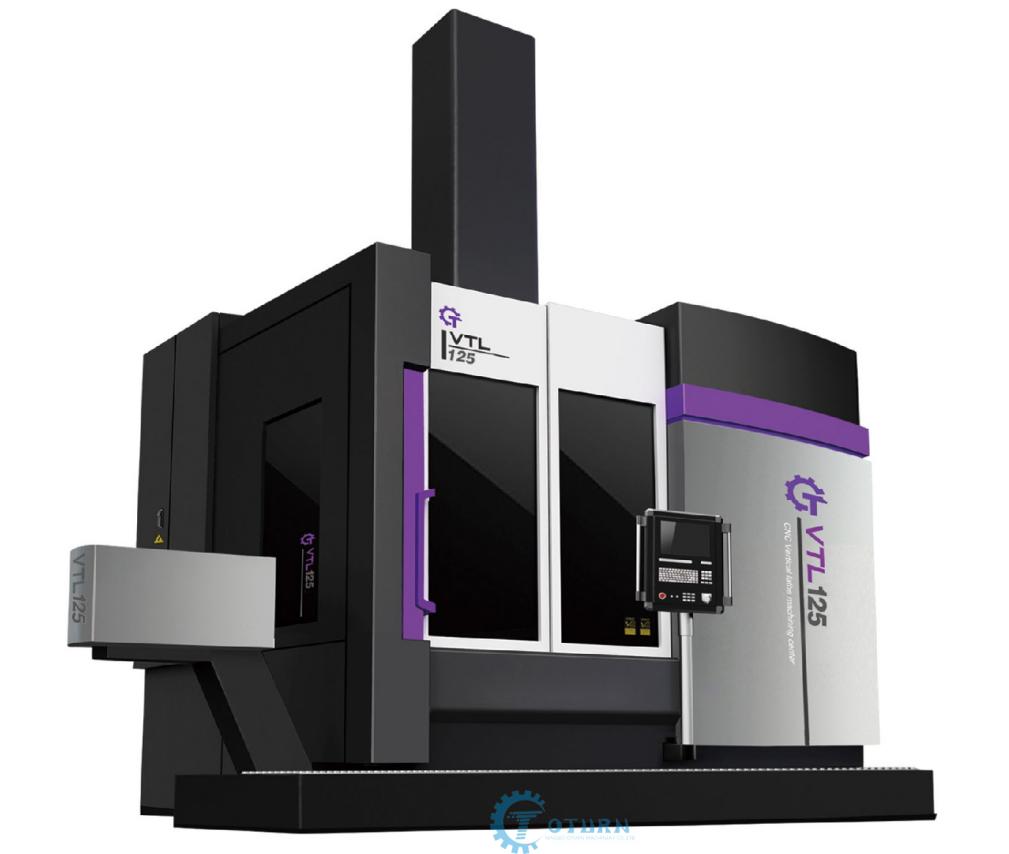
VTL-CMવર્ટિકલસંઘાડોલેથ
VTL CNC વર્ટિકલ ટર્નિંગ લેથ એ કી પ્રોસેસિંગ ટેક્નોલોજીને ઉકેલવા માટે બજારની માંગ માટે અમારી નવી ડિઝાઇન પ્રોડક્ટ છે. તે મૂવિંગ બીમ છેએક કૉલમCNC વર્ટિકલ ટર્નિંગ લેથ નવી રચના ડિઝાઇન, ટેકનોલોજી સંશોધન, મશીન ડિબગીંગ વગેરે સાથે.
મુખ્ય ભાગો ચીન અને વિદેશી પ્રખ્યાત બ્રાન્ડનો ઉપયોગ કરે છે જેમ કે CNC નિયંત્રણ, મુખ્ય ઇલેક્ટ્રિક ભાગો, મુખ્ય બેરિંગ્સ, બોલ સ્ક્રૂ, મુખ્ય હાઇડ્રોલિક ભાગો વગેરે.
પરિપક્વ તકનીકનો પરિચય, આયાતી ફિટિંગની વિશ્વસનીય પસંદગી, અને અમારી અદ્યતન પ્રક્રિયા, પરીક્ષણની રીતો, ખાતરી કરવા માટે કે મશીનમાં ઉચ્ચ મશીનિંગ ચોકસાઈ, ઉચ્ચ કઠોરતા, ઉચ્ચ વિશ્વસનીયતા અને તર્કસંગત લેઆઉટની વિશેષતા છે.
લક્ષણો
આ CNC વર્ટિકલ લેથ એક કમ્પાઉન્ડ મશીન ટૂલ છે જે એક મશીન ટૂલ પર ટર્નિંગ અને ગ્રાઇન્ડિંગને જોડે છે. આCNCVTLલેથએક નિશ્ચિત-બીમ સિંગલ-કૉલમ CNC ડબલ-ટૂલ ધારક વર્ટિકલ લેથ છે. મશીન ટૂલમાં ફરતું વર્કટેબલ, સ્પીડ ચેન્જ મિકેનિઝમ, એકીકૃત કોલમ, બીમ, ડાબે અને જમણે ટૂલ ધારક, કંટ્રોલ સિસ્ટમ અને સ્વતંત્ર હાઇડ્રોલિક કંટ્રોલ સિસ્ટમનો સમાવેશ થાય છે. ડાબી ટૂલ પોસ્ટ એ ગ્રાઇન્ડીંગ હેડ ટૂલ પોસ્ટ છે, અને જમણી ટૂલ પોસ્ટ એ CNC ટર્નિંગ ટૂલ પોસ્ટ છે. આ લેથ-ગ્રાઇન્ડિંગ કમ્પોઝિટ મશીન ટૂલના મશીનિંગ ઑબ્જેક્ટ્સ ડિસ્ક ભાગો છે, જેમાં બાહ્ય શંકુ અને આંતરિક શંકુને ફેરવવા અને પીસવા જેવા સરળ ભાગોનો સમાવેશ થાય છે. ટર્નિંગ ટૂલ ધારક અને ગ્રાઇન્ડીંગ વ્હીલ ધારક મશીન ટૂલની બંને બાજુઓ પર ગોઠવાયેલા છે. ટૂલ ધારક અને ગ્રાઇન્ડીંગ વ્હીલ પ્રક્રિયાની પ્રક્રિયામાં છે. ફ્રેમ સંબંધિત માર્ગદર્શિકા રેલ્સ સાથે આડી અને ઊભી રીતે ખસે છે. સ્પિન્ડલ વર્કપીસને વળાંક અને ગ્રાઇન્ડીંગ પૂર્ણ કરવા માટે ફેરવે છે.

આસૌથી મોટી ઊભી લેથઅમારી ફેક્ટરી 8000mm ના વ્યાસ સાથે વર્કટેબલ બનાવી શકે છે. વિજ્ઞાન અને ટેકનોલોજીના વિકાસ સાથે, ખાસ કરીને રોગચાળાથી પ્રભાવિત, દેશ સ્થાનિક માંગને ઉત્તેજીત કરવા માટે પવન ઉર્જા ઉદ્યોગનો જોરશોરથી વિકાસ કરે છે. મોટા પાયે CNC વર્ટિકલ લેથ્સનો ઉપયોગ પવન ઉર્જા, એન્જિનિયરિંગ મશીનરી પ્રોસેસિંગ અને ઓટોમોબાઈલમાં થાય છે. જહાજો, ઉડ્ડયન અને અન્ય ક્ષેત્રોમાં એપ્લિકેશનની વિશાળ શ્રેણી છે. CNC વર્ટિકલ લેથે મૂળભૂત રીતે સામાન્ય વર્ટિકલ લેથને બદલ્યું છે, પ્રોસેસિંગની ઘણી સમસ્યાઓ હલ કરી છે અને પ્રોસેસિંગની ચોકસાઈ અને ઉત્પાદન કાર્યક્ષમતામાં સુધારો કર્યો છે. સાધનોના અપગ્રેડિંગ ઉપરાંત, પ્રોસેસિંગ ટેક્નોલોજી અને ટૂલ ડિઝાઇન માટે ઘણી નવી અને ઉચ્ચ આવશ્યકતાઓ પણ આગળ મૂકવામાં આવે છે.
ઉત્પાદન ઉદ્યોગ માટે બે મુખ્ય જરૂરિયાતો છેCNC વર્ટિકલ મશીનો. એક ઉચ્ચ મશીનિંગ ચોકસાઈ છે, અને બીજું ઉત્પાદન પ્રક્રિયામાં ઉચ્ચ ઉત્પાદન કાર્યક્ષમતા છે. તેથી, CNC વર્ટિકલ લેથની રૂપરેખાંકન આવશ્યકતાઓને સુધારવા માટે જરૂરી છે. એક્સ-અક્ષ અને Z-અક્ષ બંને સંપૂર્ણપણે બંધ લૂપ્સ છે, અને યાંત્રિક ટ્રાન્સમિશન ઉચ્ચ-ચોકસાઇવાળા બોલ સ્ક્રુ હોવા જોઈએ, જેથી મશીન ટૂલની સ્થિર કાર્યકારી સ્થિતિ અને ઉચ્ચ મશીન ટૂલની ચોકસાઈ અને પુનરાવર્તિત સ્થિતિની ચોકસાઈની ખાતરી કરી શકાય.
ની કામગીરી છતાંCNC VTL લેથસામાન્ય લેથ કરતાં સરળ છે, તે પ્રોગ્રામર માટે ઉચ્ચ જરૂરિયાતો ધરાવે છે. પ્રોગ્રામિંગ કૌશલ્યોની વાજબી નિપુણતા અને એપ્લિકેશન ઉપરાંત, CNC વર્ટિકલ લેથની લાક્ષણિકતાઓમાં નિપુણતા મેળવવા માટે સક્ષમ હોવું પણ જરૂરી છે, જે પ્રક્રિયા કાર્યક્ષમતા સુધારવા માટે મહત્વપૂર્ણ છે.
પ્રોગ્રામર ટૂલ સ્ટોપ રેફરન્સ પોઈન્ટને લવચીક રીતે સેટ કરી શકે છે, ટૂલના નિષ્ક્રિય સ્ટ્રોકને ઘટાડી શકે છે અને ટૂલ રીટ્રીટ પોઈન્ટને વ્યાજબી રીતે ડિઝાઇન કરી શકે છે, જે ઓપરેટિંગ કાર્યક્ષમતામાં સુધારો કરી શકે છે.CNC VTL મશીનિંગ. પ્રોગ્રામર તરીકે, તમારે અગાઉથી કિલોગ્રામ ડ્રોઇંગની ગણતરી અને વિશ્લેષણ કરવાની પણ જરૂર છે, ટૂલની ક્લેમ્પિંગ લંબાઈ, મશીન ટૂલ બીમની ગોઠવણની ઊંચાઈ નક્કી કરવી અને બેઠકની શરત હેઠળ બીમની ઊંચાઈ શક્ય તેટલી ઓછી કરવી. સાધન બદલો, અન્યથા રેમ લાંબા સમય સુધી અટકી જશે. ટૂલ ધારક નબળી કઠોરતા અને ચોકસાઇ મશીનિંગ ચોકસાઈ ધરાવે છે. વાજબી પ્રોગ્રામિંગ માટે, X અને Z ટૂલ કેલિબ્રેશન બેન્ચમાર્ક દ્વારા ટૂલ પ્રોગ્રામિંગ પ્રોસેસિંગનું કદ નક્કી કરવું જરૂરી છે, અને એક ટૂલ કેલિબ્રેશન દ્વારા શક્ય તેટલી બધી પ્રક્રિયાઓ પૂર્ણ કરવી જરૂરી છે, જેથી ઑપરેટર દરેક પ્રક્રિયા દરમિયાન ટૂલને ફરીથી સમાયોજિત કરવાથી ટાળી શકે. . પુનરાવર્તિત માપન અને પુનરાવર્તિત ટૂલ સેટિંગ ટૂલ ભૂલો અને સંચિત પરિમાણીય ભૂલોનું કારણ બનશે, જે આખરે ઉત્પાદનની ચોકસાઈને અસર કરશે.
નું સંશોધનCNC વર્ટિકલ ટર્નિંગ મશીનિંગઆધુનિક મશીનરી મેન્યુફેક્ચરિંગમાં ભૂલ એ એક મહત્વપૂર્ણ ભાગ અને વિકાસની દિશા છે, અને તે સ્પર્ધાત્મકતા સુધારવા માટેની મુખ્ય તકનીક બની ગઈ છે. ભૂલો બહુપક્ષીય છે, અને થર્મલ ભૂલોનું વિશ્લેષણ અને સંશોધન વળાંકની ચોકસાઈને સુધારવા માટે અનુકૂળ છે. અને તકનીકી આવશ્યકતાઓ.
ની સ્પિન્ડલ ધરીVTL મશીનોસીધા લેઆઉટમાં છે, અને વર્કિંગ ટેબલ આડી પ્લેનમાં છે, તેથી વર્કપીસની ક્લેમ્પિંગ અને ગોઠવણી વધુ અનુકૂળ છે. સ્પિન્ડલ અને બેરિંગ લોડનું આ લેઆઉટ સક્ષમ કરે છેCNC વર્ટિકલ સંઘાડો લેથલાંબા સમય સુધી ઓપરેશનની ચોકસાઈ જાળવવા માટે. વર્કટેબલનું સ્પિન્ડલ ઉચ્ચ ચોકસાઇ એડજસ્ટેબલ રેડિયલ ક્લિયરન્સ ડબલ પંક્તિ ટૂંકા નળાકાર રોલર બેરિંગ્સને કેન્દ્રમાં રાખવા માટે અપનાવે છે. અક્ષીય દિશા સતત પ્રવાહ સ્થિર દબાણ માર્ગદર્શિકા રેલ અપનાવે છે. વર્કટેબલમાં ઉચ્ચ પરિભ્રમણ સચોટતા, મોટી લોડ-બેરિંગ ક્ષમતા અને નાના થર્મલ વિકૃતિની લાક્ષણિકતાઓ છે. વર્ટિકલ ટૂલ પોસ્ટની આડી માર્ગદર્શિકા એ સ્ટેટિક પ્રેશર અનલોડિંગ ગાઈડ છે અને રેમની વર્ટિકલ મૂવમેન્ટ ગાઈડ એ સ્લાઈડિંગ ગાઈડ છે.
પોસ્ટ સમય: સપ્ટેમ્બર-18-2021