






મોટા પાયેCNC ઊભી lathesમોટા પાયે મશીનરી છે, જેનો ઉપયોગ મોટા રેડિયલ પરિમાણો અને પ્રમાણમાં નાના અક્ષીય પરિમાણો અને જટિલ આકારો સાથે મોટા અને ભારે વર્કપીસ પર પ્રક્રિયા કરવા માટે થાય છે. ઉદાહરણ તરીકે, નળાકાર સપાટી, અંતિમ સપાટી, શંકુ આકારની સપાટી, નળાકાર છિદ્ર, વિવિધ ડિસ્કના શંકુ છિદ્ર, વ્હીલ્સ અને વર્કપીસના સેટને પણ થ્રેડીંગ, ગોળાકાર સપાટી, પ્રોફાઇલિંગ, મિલિંગ અને ગ્રાઇન્ડીંગ માટે વધારાના ઉપકરણોની મદદથી પ્રક્રિયા કરી શકાય છે.
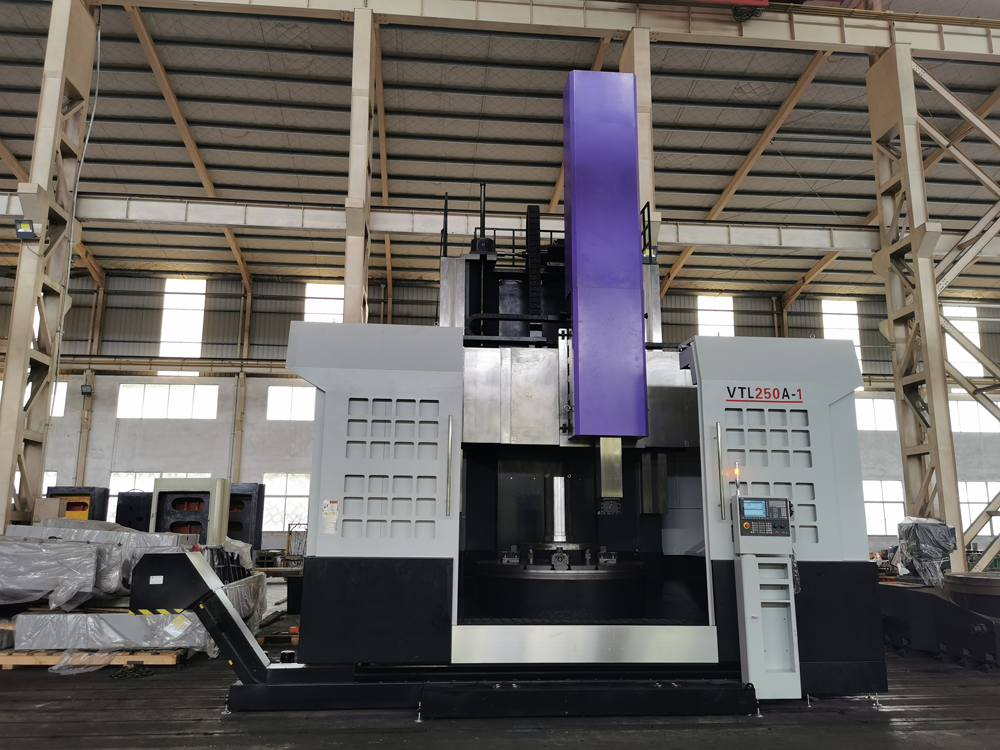
મોટા પાયે સહાયક સમયCNC VTL મશીનખૂબ ટૂંકું છે. તે એક ક્લેમ્પીંગમાં તમામ પ્રોસેસિંગ સામગ્રીને પૂર્ણ કરી શકે છે. ઉચ્ચ કઠોરતા સાથે ઓપન ફિક્સ્ચર પસંદ કરવાનો પ્રયાસ કરો, જે ટૂલ પાથમાં દખલ ન કરી શકે, અને સ્પિન્ડલ સ્ટ્રોકની શ્રેણીમાં વર્કપીસની પ્રક્રિયા પૂર્ણ કરી શકે. અત્યંત સ્વચાલિત મશીન ટૂલ તરીકે, ઉપયોગના સમયગાળા પછી વિવિધ એલાર્મ દેખાશે. કેટલીક સિસ્ટમ નિષ્ફળતાઓ છે, કેટલીક અયોગ્ય પરિમાણ સેટિંગ્સ છે, અને કેટલીક યાંત્રિક નિષ્ફળતાઓ છે. ફેન એલાર્મ્સ તેમાંથી એક છે.
 જ્યારે આવી સ્થિતિ આવે ત્યારે પહેલા આંતરિક પંખાને તપાસો. જો તે વળે નહીં, તો તેને અલગ કરો અને જુઓ. જો તે ખૂબ ગંદુ હોય, તો તેને સ્થાપિત કરતા પહેલા આલ્કોહોલ અથવા ગેસોલિનથી સાફ કરો. જો કોઈ એલાર્મ હોય, તો તમારે સર્વો એમ્પ્લીફાયર બદલવું પડશે. HC દેખાય છે. વર્તમાન એલાર્મ, મુખ્યત્વે DC બાજુ પર અસામાન્ય પ્રવાહ શોધવા માટે, પ્રથમ સર્વો પરિમાણો જુઓ, અને પછી મોટર પાવર લાઇન દૂર કરો. સમયગાળા દરમિયાન, સર્વો એમ્પ્લીફાયરને બદલવા માટે એલાર્મ છે. ત્યાં કોઈ એલાર્મ નથી. મોટર અને પાવર લાઇનને અન્ય ધરી સાથે એક્સચેન્જ કરો કે તે મોટર છે કે પાવર લાઇન. સમસ્યા: જો ડિસ્પ્લે પર J દેખાય છે, તો તે પીસીની સમસ્યા છે કે કેમ તેના પર આધાર રાખે છે. મધરબોર્ડ, ઈન્ટરફેસ કન્વર્ઝન બોર્ડ અને PCRAM કંટ્રોલ બોર્ડ ઉપકરણ યોગ્ય છે કે કેમ તે તપાસો, કારણ નક્કી ન થાય ત્યાં સુધી બદલો અને ડીબગ કરો અને પછી સમસ્યાનું નિવારણ કરો.
જ્યારે આવી સ્થિતિ આવે ત્યારે પહેલા આંતરિક પંખાને તપાસો. જો તે વળે નહીં, તો તેને અલગ કરો અને જુઓ. જો તે ખૂબ ગંદુ હોય, તો તેને સ્થાપિત કરતા પહેલા આલ્કોહોલ અથવા ગેસોલિનથી સાફ કરો. જો કોઈ એલાર્મ હોય, તો તમારે સર્વો એમ્પ્લીફાયર બદલવું પડશે. HC દેખાય છે. વર્તમાન એલાર્મ, મુખ્યત્વે DC બાજુ પર અસામાન્ય પ્રવાહ શોધવા માટે, પ્રથમ સર્વો પરિમાણો જુઓ, અને પછી મોટર પાવર લાઇન દૂર કરો. સમયગાળા દરમિયાન, સર્વો એમ્પ્લીફાયરને બદલવા માટે એલાર્મ છે. ત્યાં કોઈ એલાર્મ નથી. મોટર અને પાવર લાઇનને અન્ય ધરી સાથે એક્સચેન્જ કરો કે તે મોટર છે કે પાવર લાઇન. સમસ્યા: જો ડિસ્પ્લે પર J દેખાય છે, તો તે પીસીની સમસ્યા છે કે કેમ તેના પર આધાર રાખે છે. મધરબોર્ડ, ઈન્ટરફેસ કન્વર્ઝન બોર્ડ અને PCRAM કંટ્રોલ બોર્ડ ઉપકરણ યોગ્ય છે કે કેમ તે તપાસો, કારણ નક્કી ન થાય ત્યાં સુધી બદલો અને ડીબગ કરો અને પછી સમસ્યાનું નિવારણ કરો.

મોટા CNCની જાળવણીમાં કઈ બાબતો પર ધ્યાન આપવાની જરૂર છેVTL મશીનિંગ?
1. દરેક વખતે મુખ્ય મોટર ચાલુ કર્યા પછી, સ્પિન્ડલ તરત જ ચાલુ કરી શકાતું નથી. લ્યુબ્રિકેશન પંપ સામાન્ય રીતે કામ કરે અને ઓઇલ વિન્ડો તેલ સાથે આવે તે પછી જ, મશીન ટૂલને કામ કરવા દેવા માટે સ્પિન્ડલ શરૂ કરી શકાય છે.
2. તેની ચોકસાઈ અને જીવનની ખાતરી કરવા માટે થ્રેડોને ફેરવતી વખતે જ સ્ક્રુનો ઉપયોગ કરી શકાય છે.
3. અંદર અને બહાર જાળવોમશીન ટૂલસ્વચ્છ થવા માટે, મશીનના ભાગો સંપૂર્ણ છે, સ્ક્રુ સળિયા અને પોલિશ્ડ સળિયા તેલ-મુક્ત છે, અને માર્ગદર્શિકા રેલ સપાટીઓ સ્વચ્છ અને અકબંધ છે.
4. દરેક લ્યુબ્રિકેશન પોઈન્ટનું લ્યુબ્રિકેશન વર્ક નિર્દિષ્ટ જરૂરિયાતો અનુસાર કરો (વિગતો માટે મશીન ટૂલ લ્યુબ્રિકેશન સિસ્ટમની લેબલ સૂચનાઓ જુઓ).
5. ના વી-બેલ્ટની ચુસ્તતા નિયમિતપણે તપાસો અને સમાયોજિત કરોCNC વર્ટિકલ લેથ.
6. હેડબોક્સ અને ફીડ બોક્સમાં પૂરતું લુબ્રિકેટિંગ તેલ છે તેની ખાતરી કરવા માટે તેલ પંપની કાર્યકારી સ્થિતિ તપાસવા માટે ધ્યાન આપો. દરેક ટાંકીમાં લુબ્રિકેટિંગ તેલ દરેક ઓઇલ સ્ટાન્ડર્ડના કેન્દ્ર કરતા ઓછું હોવું જોઈએ નહીં, અન્યથા નબળા લુબ્રિકેશનને કારણે મશીન ટૂલને નુકસાન થશે.
7. લુબ્રિકેટિંગ તેલ સ્વચ્છ છે તેની ખાતરી કરવા માટે દર અઠવાડિયે બેડસાઇડ બોક્સના ઓઇલ ઇનલેટમાં ઓઇલ ફિલ્ટર કોપર મેશને સાફ કરો.
8. જ્યારે સ્પિન્ડલ ઊંચી ઝડપે ફરતું હોય, ત્યારે કોઈ પણ સંજોગોમાં તમારે શિફ્ટિંગ હેન્ડલ ખેંચવું જોઈએ નહીં.

પોસ્ટ સમય: નવેમ્બર-24-2021